|
Beim Lasern und Gravieren läuft links in einem schmalen Fenster ständig das Programm im G-Code ab. Diese kann jederzeit unter Datei / Speichern gesichert werden.
Die Endung dafür lautet *.nc
Selbst empfinde ich es als praktisch, nur die Datei aufzurufen. Vorausgesetzt, man verwendet immer das gleiche Material. Aufrufen und starten.
Die komplette Einstellerei entfällt dadurch, da alle Daten in der Datei abgespeichert sind.
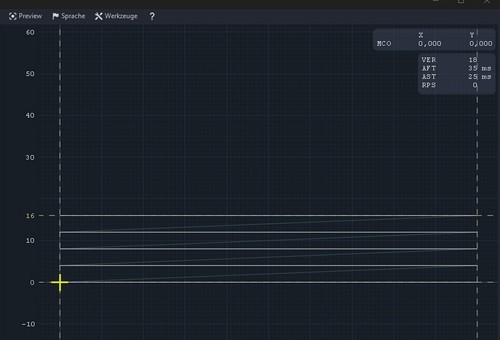
Möchte man jedoch kleine Änderungen am fertigen Programm vornehmen, sollten die Bezeichnungen für den G-Code bekannt sein. Auf der Webseite von LaserGRBL gibt es eine kleine Testdatei.
Unter lasergrbl.com/test-file-and-samples/depth-of-focus-test/ steht die Datei zum Download bereit.
Sie erzeugt 5 Linien zur Überprüfung der Lasertiefe. Am Beispiel von zwei Linien wird der G-Code erläutert.
|